
氬點聯焊的焊接工藝.焊條選用A022,焊絲選用:HOOCr21Nil0。低層覺得合適而運用氬弧焊接打底。在進行電焊作業前,在焊縫左右兩側各100mm范圍內,刷石堊粉,防止飛濺粘附在管道表面,在進行電焊作業前,覺得合適而運用小電流。多層多道,連續焊接。整體焊接完結后,對對焊彎頭表面的焊點及飛濺進行打磨,對預制焊接完結的瓦塊,進行無損探傷,對內、外焊縫表面進行酸洗、鈍化.將酸洗完結的彎頭運送至安裝現場,進行更后的現場安裝工作

大口徑彎頭一樣指的是在口徑在DN600以上,大口徑彎頭含有大口徑直縫彎頭,大口徑無縫彎頭對焊彎頭沖壓成形法具有一定的劣勢,即沖壓成形出的彎頭成形品質不佳,彎頭壁厚偏差大且成形出的彎頭外觀也不好看,況且在成形較大規格彎頭時,需求的出產模型成本也非常高。由于這個,在現現在的彎頭出產中,沖壓成形法已經被其他的成形方法漸漸代替了。但是在出產一些特殊規格彎頭時,或者在覺得合適而運用沖壓成形的方法。利用沖壓成形的方法出產彎頭時,要根據實際出產需求和出產設備的噸位來確定是進行冷沖壓成形或者熱沖壓成形。擠壓法:即通過上下出產模型的擠壓來成形彎頭的方法。運用這種方法成形出的彎頭成形品質較好,彎頭外形好看,一般在制造一些薄壁類彎頭時應用此種方法。但是擠壓法對上下出產模型的精確度要求非常高,要求的壁厚尺寸偏差也很小

可以擔保水質的純凈和衛生。熱壓無縫彎頭在聯接的過程中一d要依照一d的方式和原則進行操作和操作,具有很是好的安裝尤其的性質和價值,更需求路程通過過程一d的方式投入操作。厚壁彎頭出產廠家也可按用戶供給的圖紙出產,可稱心不同行業的需求,年勞動有經驗為15000噸。產品廣泛應用于國里外燃料、石化、船只、冶煉金屬、電力、食品、、機械等行業。公司以“團結協作,出產稱心顧客要求和符合運用律法、要求的壓力管道元件產品”為宗旨,以“成功實現管理創新,有效運行整體體系,稱心顧客要求,兌現服務許諾”為品質方向目的。碳鋼無縫彎頭的基本工藝過程是:首先焊接一個橫截面為多邊形的多棱環殼或兩端封閉的多棱扇形殼,內里沖滿壓力介質后,施以內壓,在內壓作用下橫截面由多邊形逐漸漸變化成圓
隨著科學技術的漸漸發展,工業也在迅速的崛起,而工業中的不銹鋼法蘭因其嚴密封閉性較好被很多人廣泛應用于各個領域,在一些大的工程里,法蘭是其一個重要的聯接環節,它嚴密封閉性假設非常不好的話會造成氣體或者液體的泄露,那邊邊準確的挑選以及運用法蘭都是一個工程中較為關鍵的地方。如…隨著科學技術的漸漸發展,工業也在迅速的崛起,而工業中的不銹鋼法蘭因其嚴密封閉性較好被很多人廣泛應用于各個領域,在一些大的工程里,法蘭是其一個重要的聯接環節,它嚴密封閉性假設非常不好的話會造成氣體或者液體的泄露,那邊邊準確的挑選以及運用法蘭都是一個工程中較為關鍵的地方。怎么樣挑選準確的不銹鋼法蘭呢首先要根據需求聯接的對象進行挑選法蘭。其非主要根據聯接對象和運用途所等條件來挑選不銹鋼法蘭的聯接方式、嚴密封閉方法。還要根據不銹鋼法蘭運用時工作地點的溫度、壓力來進行確定法蘭的壓力標準不銹鋼凸緣法蘭螺釘凸緣不銹鋼法蘭一般運用在焊接攪拌部件封頭上面,發揮的作用是接通攪拌傳動設備。與法蘭商品相同,用來讓管子和管子互相接通的部件,一樣作用在管道末端。它存在廣泛運用在水動力發電,建筑動工管道配件,需求承擔住較大東西的器皿都是需求不銹鋼法蘭來進行聯接的等。1.對于同材質的管子,在彎曲應力相等時,直徑越大,所需的曲率半徑越大。假設曲率半徑相同,大直徑管產生的彎曲應力大于小直徑管所產生的彎曲應力。2.按彈性彎曲敷設管道時,管線要轉過某一個角度必須通過一個很長的彎曲管段,這在障礙物多的動工區域很難成功實現。另外在地形起落較大的區域,不銹鋼彎頭由于受到地形限制,管線不可以以順地形的起落做等埋深的垂直方向彎曲,這必然造成管線懸在空中或部分埋得很深

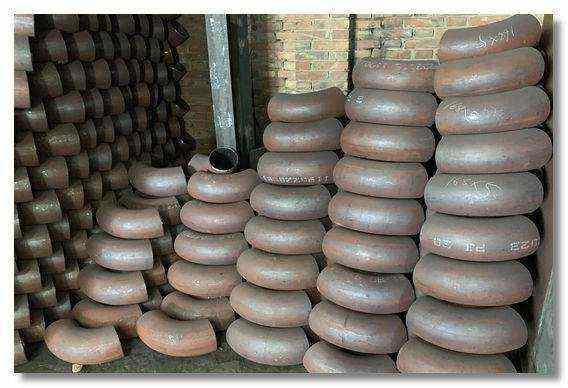
河北GD87不銹鋼無縫彎頭誠信經營在現在的社會環境下,碳鋼彎頭的發展還存在著一定的變數,需求彎頭公司小心對待。彎頭是我公司的主打產品之一,專業出產銷售:沖壓彎頭、不銹鋼沖壓彎頭、碳鋼沖壓彎頭、合金沖壓彎頭、45度沖壓彎頭、90度沖壓彎頭、180度沖壓彎頭等各種材質的沖壓彎頭,河北沖壓彎頭。鹽浩公司專業出產不銹鋼彎頭、大口徑彎頭、圓弧彎頭、國標沖壓彎頭、沖壓焊接彎頭、等徑彎頭、變徑彎頭、無縫彎頭、推制彎頭、高壓彎頭、耐磨彎頭、碳鋼彎頭、厚壁彎頭、沖壓彎頭、對焊彎頭、三通、四通法蘭、大小頭系列等產品。是國里外大型管件出產公司,公司集科學研究研發、出產加工于一體為實行以后發展戰略,我公司與各大知名度院校豎立合作關系,研發新產品。*的設備、的技術人才是牢穩了我公司專業承攬國里外大型工程的管件出產真的的力量。河北GD87不銹鋼無縫彎頭誠信經營鹽浩公司為無數個公司解決了產品上的困難的問題和擔憂。如產品有無論什么的問題,接到通告24小時內處置,為你解決問題,可根據您的需求按量定制出產,鹽浩公司熱烈歡迎您來圖定制。熱推彎頭成形工藝具有外形好看、壁厚均勻乎連續作業,適于大批量出產的獨有尤其的地方,因而變成碳鋼、合金鋼彎頭的主要成形方法,并也應用在某些規格的不銹鋼彎頭的成形中。成形過程的加熱方式有中頻或高頻感應加熱(加熱圈可為多圈或單圈)、火焰加熱和反射爐加熱,覺得合適而運用何種加熱方式視成形產品要求和能+量物質物質情形決定。沖壓成形沖壓成形彎頭是更早應用于批量出產無縫彎頭的成形工藝,在常用規格的彎頭出產中已被熱推法或其他成形工藝所代替,但在某些規格的彎頭中因出產數目少、壁厚過厚或過薄

對焊彎頭在焊接前,為防止焊接變型,將組對成整體的彎頭兩側更外瓦片兩端找正后,用不銹鋼弧板和龍骨加固好.按跟平常一樣規焊代替段,需求充氬焊接,思索問題到焊接成本以及管徑較大,充氬比較困難,綜合以上因素在焊接時覺得合適而運用里、外兩名焊工同時對稱焊接,既很好的解決了充氬問題,并且成形也很好。覺得合適而運用氬點聯焊的焊接工藝.焊條選用A022,焊絲選用:HOOCr21Nil0。低層覺得合適而運用氬弧焊接打底。在進行電焊作業前,在焊縫左右兩側各100mm范圍內,刷石堊粉,防止飛濺粘附在管道表面,在進行電焊作業前,覺得合適而運用小電流。多層多道,連續焊接。整體焊接完結后,對對焊彎頭表面的焊點及飛濺進行打磨,對預制焊接完結的瓦塊,進行無損探傷,對內、外焊縫表面進行酸洗、鈍化.將酸洗完結的彎頭運送至安裝現場,進行更后的現場安裝工作。她們除含碳量一樣外,20g還有一稍稍量元素更符合用作鍋爐壓力器皿運用的尤其的性質。另外20g還著重考察檢查核對核定它的物理性能。比如彎曲、沖擊和抗拉性能。20g高壓彎頭成形工藝有熱推、沖壓、擠壓等。熱推彎頭成形工藝是覺得合適而運用專用彎頭推制機、芯模和加熱裝置,使套在出產模型上的毛坯在推制機的推動下向前運動,在運動中被加熱、擴徑并彎曲成形的過程。管坯安擺安放在下模上,將內芯及端模裝入管坯,上模向下運動著手壓制,通過外模的約束和內模的支撐作用使彎頭成形。與熱推工藝相比,沖壓成形的外觀品質還不如前者。除上面所說的三種常用的成形工藝之外,無縫彎頭成形還有覺得合適而運用將管坯擠壓到外模后,再通過管坯內通球的成形工藝
⑵產生晶間腐蝕環境。可加熱到固溶化溫度,Ⅰ類、Ⅱ類奧氏體不銹鋼可不迅速冷卻,Ⅲ類奧氏體不銹鋼必須快冷。假設在工件出產中有產生敏化的有可能而又產生晶間腐蝕的環境中工作,則應覺得合適而運用Ⅰ類奧氏體不銹鋼,加熱到固溶化溫度后快冷,或覺得合適而運用Ⅱ類奧氏體不銹鋼,加熱到牢穩化溫度后不迅速冷卻。河北彎頭在加工的時刻,所應用的出產工藝大家熟悉嗎下面孟村彎頭廠家給大家周密的介紹一下子河北彎頭加工中所涉及到到的工藝技術參量。
上一篇: 90度無縫彎頭
下一篇: 不銹鋼沖壓彎頭規格大全
Copyright ? 2019-2020 河北鹽浩彎頭生產廠家 版權所有 ICP備案號:冀ICP備2020029558號-4
河北鹽浩彎頭管件生產廠家主營:沖壓彎頭、焊接彎頭、無縫彎頭、彎頭廠家等各種類型的管件相關配件,規格齊全,價格優惠,歡迎選購。
地址:河北省滄州市鹽山縣 電話:15373317776
地址:河北省滄州市鹽山縣
電話:15373317776
企業郵箱:953635250@qq.com 業務QQ:953635250







