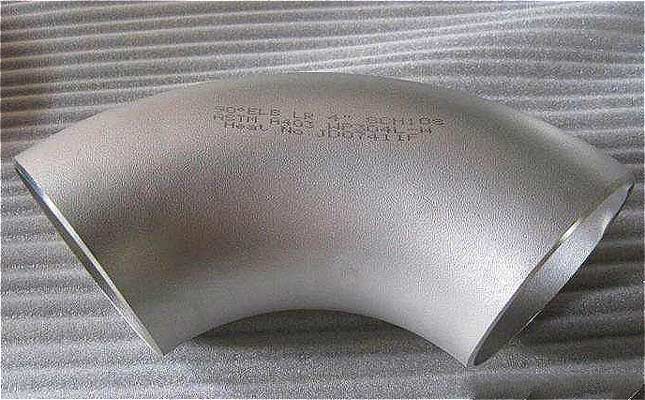

產(chǎn)品類型:碳鋼90度焊接彎頭
執(zhí)行標(biāo)準(zhǔn):國(guó)標(biāo)\電標(biāo)\船標(biāo)\化標(biāo)\美標(biāo)\德標(biāo)\日標(biāo)\俄標(biāo)等
產(chǎn)品材質(zhì):20g/Q345B/20G/16Mn/ASTM A234等
尺寸規(guī)格:DN15-DN2200
碳鋼90度焊接彎頭又叫無(wú)縫彎頭、沖壓彎頭等,按照常規(guī)度數(shù)劃分一般分為90度、45度、180度等,按照常規(guī)彎曲半徑可劃分為長(zhǎng)半徑(1.5D)與短半徑(1.0D)等,碳鋼常用材質(zhì)可以分為:Q235B、20#等,焊接彎頭經(jīng)常應(yīng)用的標(biāo)準(zhǔn):GB/T12459-2009等。
焊接彎頭與對(duì)焊彎頭的區(qū)別在于焊接彎頭的意思一般是指與管道焊接等等,對(duì)焊彎頭則是在生產(chǎn)彎頭的時(shí)候兩名焊工進(jìn)行對(duì)焊生產(chǎn)完成,而且對(duì)焊彎頭一般都是DN600以上大口徑彎頭產(chǎn)品。
由于焊接彎頭具有良好的綜合性能,所以它廣泛用于化工、建筑、給水、排水、石油、輕重工業(yè)、冷凍、衛(wèi)生、水暖、消防、電力、航天、造船等基礎(chǔ)工程。

1、焊接彎頭保溫性好,由于沖壓彎頭材料導(dǎo)熱系數(shù)低,20攝氏度的導(dǎo)熱系數(shù)為0.21-0.24W/mk,比鋼管(43-52W/mk)、紫鋼管(333W/mk)小得多,故PP-R管保溫性好。
2、焊接彎頭耐熱性能好:當(dāng)沖壓彎頭工作水溫為70度,軟化的溫度為140度。
3、焊接加工的生產(chǎn)效率高,且操作方便,易于實(shí)現(xiàn)機(jī)械化與自動(dòng)化,這是因?yàn)闆_壓是依靠沖模和沖壓設(shè)備來(lái)完成加工,普通壓力機(jī)的行程次數(shù)為每分鐘 可達(dá)幾十次,高速壓力要每分鐘可達(dá)數(shù)百次甚至千次以上,而且每次沖壓行程就可能得到一個(gè)沖壓件。
4、焊接彎頭它的重量是非常的輕巧,這樣就能夠大大地方便加工安裝,而且還能夠降低運(yùn)輸費(fèi)用。
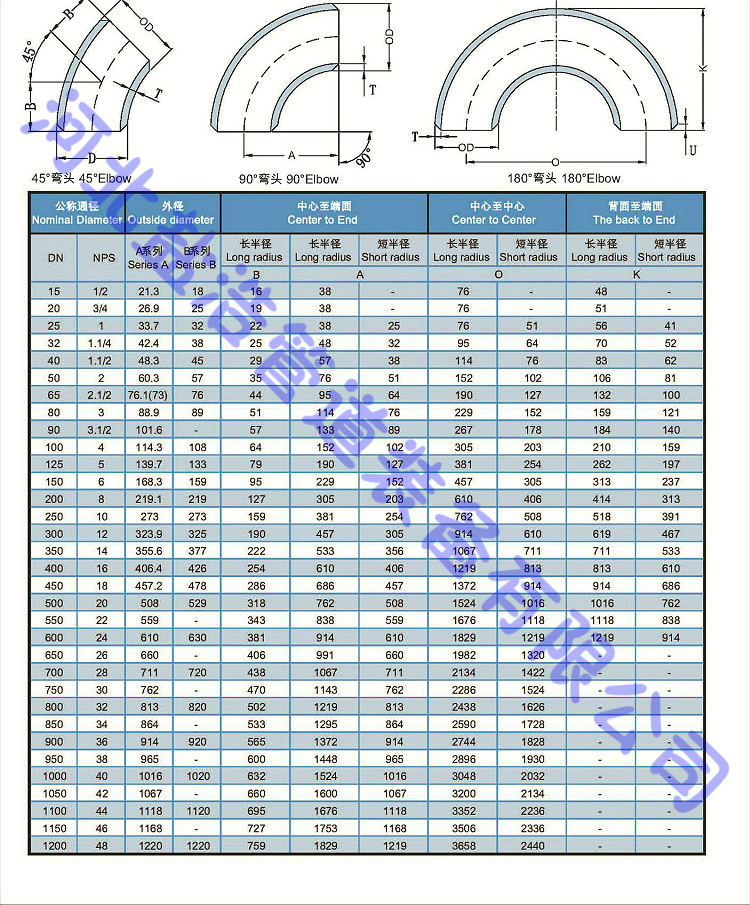
按照彎頭國(guó)家標(biāo)準(zhǔn)GB/T12459-2005標(biāo)準(zhǔn),常用規(guī)格為DN15-DN1200,詳細(xì)尺寸規(guī)格參考表如下:
國(guó)標(biāo)彎頭標(biāo)準(zhǔn):GB/T12459-2005、GB/T13401-2005、GB/T14383、GB/T17185-1995;
日標(biāo)彎頭標(biāo)準(zhǔn):JIS B2311、JIS B2312、JIS B2313、JIS B2316;
美標(biāo)彎頭標(biāo)準(zhǔn):ASME/ANSI B16.9、ASME/ANSI B16.11、ASME/ANSI B16.28;
電標(biāo)彎頭標(biāo)準(zhǔn):GB2000、D-GD87-1101、DL/T515-93;
化標(biāo)彎頭標(biāo)準(zhǔn):SH3408 -1996、SH3409-1996、SH3410 -1996;
船標(biāo)彎頭標(biāo)準(zhǔn):GB/T10752-1995;
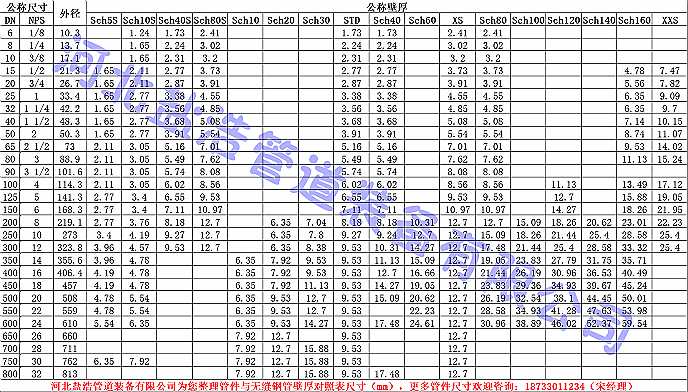
彎頭的壓力等級(jí):Sch5s、Sch10s、Sch10、Sch20、Sch30、Sch40s、STD、Sch40、Sch60、Sch80s、XS;Sch80、SCH100、Sch120、Sch140、Sch160、XXS;其中更常用的是STD和XS兩種;
10# 20# A3 Q235A 20g Q345B 20G 16Mn ASTM A234 ASTM A105 st37 ASTM A403
按照彎頭國(guó)標(biāo)標(biāo)準(zhǔn)GB/T12459-2009標(biāo)準(zhǔn),對(duì)應(yīng)無(wú)縫鋼管壁厚整理尺寸,詳細(xì)尺寸規(guī)格參考表如下:
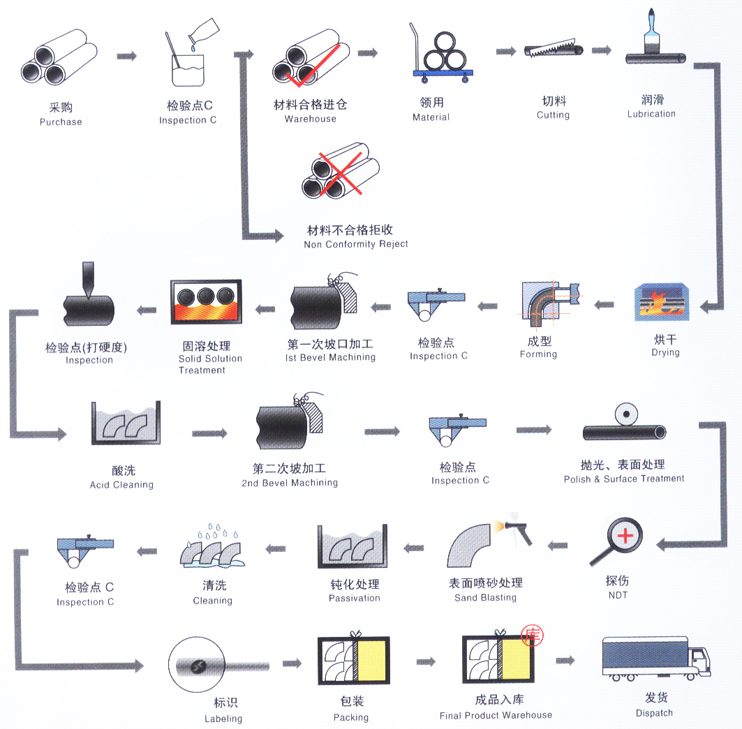
1、首先采購(gòu)優(yōu)質(zhì)原材料無(wú)縫鋼管進(jìn)行檢測(cè)。
2、原材料無(wú)縫管檢測(cè)完成后,按照國(guó)家標(biāo)準(zhǔn)要求進(jìn)行切割下料。
3、在下料的鋼管內(nèi)涂上鉛粉(潤(rùn)滑作用),然后上推制機(jī)進(jìn)行推至,也就是經(jīng)常說(shuō)的熱推工藝。
4、彎頭推制成型后,需要在整形機(jī)上面壓制一下,讓彎頭的口徑更加精準(zhǔn)。
5、彎頭整形后,進(jìn)行機(jī)加工坡口,方便彎頭與管道焊接。
6、彎頭坡口完成后,按照國(guó)家標(biāo)準(zhǔn)要求進(jìn)行熱處理工藝。
7、熱處理完成后,進(jìn)行拋丸噴砂處理彎頭表面雜質(zhì)等。
以上就是熱推制焊接彎頭成型工藝,剩下的就是質(zhì)檢部進(jìn)行幾何尺寸檢驗(yàn),化學(xué)成分與機(jī)械性能檢測(cè)等一系列工藝,更后按照客戶要求包裝刷漆。
1、建議到正規(guī)的彎頭生產(chǎn)廠家購(gòu)買,需要有一定的生產(chǎn)規(guī)模;
2、彎頭生產(chǎn)廠家需要提供彎頭的材質(zhì)檢測(cè)報(bào)告等相關(guān)資料;
3、彎頭需要有相應(yīng)的規(guī)格型號(hào)鋼印與標(biāo)識(shí);
1、我公司備有大量碳鋼彎頭現(xiàn)貨庫(kù)存,在接收到客戶訂單后,承諾在24小時(shí)內(nèi)發(fā)貨,圖紙彎頭定制產(chǎn)品需要來(lái)電咨詢洽談。
2、公司承諾凡是在本公司購(gòu)買的產(chǎn)品可以7天無(wú)理由退換貨,15天換貨,一年的彎頭質(zhì)保期。
3、如有任何需求,請(qǐng)聯(lián)系宋經(jīng)理:153-7331-7776【同微信】


Copyright ? 2019-2020 河北鹽浩彎頭生產(chǎn)廠家 版權(quán)所有 ICP備案號(hào):冀ICP備2020029558號(hào)-4
河北鹽浩彎頭管件生產(chǎn)廠家主營(yíng):沖壓彎頭、焊接彎頭、無(wú)縫彎頭、彎頭廠家等各種類型的管件相關(guān)配件,規(guī)格齊全,價(jià)格優(yōu)惠,歡迎選購(gòu)。
地址:河北省滄州市鹽山縣 電話:15373317776
地址:河北省滄州市鹽山縣
電話:15373317776
企業(yè)郵箱:953635250@qq.com 業(yè)務(wù)QQ:953635250