
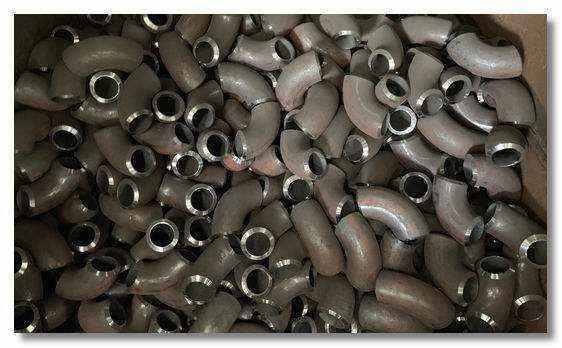
316不銹鋼彎頭規格表
河北合金厚壁彎頭主要應用于鍋爐管道、熱電廠等管道系統中,隨著電力安裝機組容量的不斷增大,主蒸汽等汽水兒管道預設也越來越厚,擘厚很多已達到70mm以上,傳統的管道焊接操作已不可以以稱心工廠化配管的需求,由于這個,必須改進厚壁彎頭的焊接工藝。以P91鋼厚壁彎頭為例,焊前預熱及層間溫度跟蹤。根據P91焊接性能的分析,必須嚴明控制焊前預熱溫度和焊縫層問溫度,TIG焊的預熱溫度挑選100~150℃,SMAW升溫至250~300℃,在整個兒焊接過程中,覺得合適而運用遠紅外測溫儀監控焊縫層間溫度。高壓厚壁彎頭成形工藝是覺得合適而運用專用彎頭推制機、芯模和加熱裝置,使套在出產模型上的毛坯在推制機的推動下向前運動,在運動中被加熱、擴徑并彎曲成形的過程二氧化碳是空氣中等見的化合物,碳與氧反應生成其化學式為CO2,一個二氧化碳分子由兩個氧原子與一個碳原子通過共價鍵構成,常溫下是一種無色沒有滋味兒氣體,疏密程度比空氣大,能溶于水,與水反應生成碳酸,不支持燃燒現象。固態二氧化碳壓縮后俗稱為固態二氧化碳。二氧化碳不被覺得是加劇溫室效應的主要來源。彎頭廠家運用D彎頭的物質情形:1、減少管道應力。運用長半徑彎頭可以增加管道的柔性。在一些熱媒油管道的預設過程中,我們還會運用3D,4D的彎管彎頭代替管道償還器。2、減少管道壓降。1D彎頭和D彎頭在壓力降計算過程中的當量長度取值不同,但差距不大,但假設整個兒管系的彎頭數目很多,則或者有些調整效果的。3、減少流體對管道的脈動力。彎頭的曲率半徑越大,流體對管系的動態荷載就越少
價格比到現在截止市場彎頭的價格是:合金每噸萬元左右,鑄石彎頭每噸萬元,粘附每噸萬元。這幾類彎頭尤其重,她們是以重量來謀利潤。也就是說,一個合金彎頭的價格是耐磨瓷陶彎頭的兩倍,用一個合金彎頭的錢,可以買兩個耐磨瓷陶彎頭,耐磨瓷陶彎頭的運用保存生命的年數是這種合金彎頭的2-3倍,用價格與運用保存生命的年數比,也就是用1/5的合金彎頭的錢買一個耐磨瓷陶彎頭

上模向下運動著手壓制,通過外模的約束和內模的支撐作用使彎頭成形。與熱推工藝相比,沖壓成形的外觀品質還不如前者。除上面所說的三種常用的成形工藝之外,無縫彎頭成形還有覺得合適而運用將管坯擠壓到外模后,再通過管坯內通球的成形工藝。但這種工藝相對復雜、操作麻煩,且成形品質還不如前述工藝,故較少覺得合適而運用。依照度數可以分為45度20G彎頭,90度20G彎頭和180度20G彎頭。碳鋼高壓彎頭制造方法.將管材的兩端截面裁成斜的切口.其長度等于帶直段的彎頭的長度.在管材的達到慢慢爬動變型時加塞內芯模.內芯模的直徑等于管材的內徑.20G彎頭常用于管道的彎曲部位,用以改變管道的走向。對焊彎頭的加工是有特殊的工藝的,所以我們在加工對焊彎頭的時刻一定要注意

合金彎頭規范要求|熱烈歡迎報導{主變量}{變量1熱推彎頭是無縫彎頭出產制造覺得合適而運用的一種工藝,覺得合適而運用彎頭推制機,芯模和加熱裝置,運用套在出產模型上的毛坯在彎頭推制機的推動下向前面運行,在管子運行中進行加熱擴徑并彎曲成形的過程。熱推彎頭的變型獨有尤其的地方是根據金屬材料范性變型前后大小不變的規律確定管坯直徑,在覺得合適而運用管子的時刻,覺得合適而運用管子的口徑小于彎頭的口徑,在管子加熱變型過程中,償還到因擴口徑而減薄其他部位,所以得到壁厚均勻的彎頭,這是推制彎頭出產制造工藝

合金彎頭制造資訊{主變量}{變量1為此目的,她們覺得合適而運用氣體控制裝置,其主要功能是平衡氣體在波紋管系統中的運行,以及維護系統的牢穩性,波紋管的基本職能是將各種產品高效地從接收地點依照發貨人或客戶的要求輸送至交貨地點,這就產生了雙壁波紋管一般實行的一樣功能在我國,鍍鋅管逐層被禁用后,深圳晚報訊(記者余豪杰)幾天前,坪多山地區全國群眾代表大會常委會團體市,區全國群眾代表大會代表走進在建工地,開展治水提質工程品質專項監督,在隨即的座談會上,區水務局,住建局匯報了前不長市水污染治理指揮部工作室宣布的治水提質工程品質第十六期飛行檢檢查驗看看測定更后結果
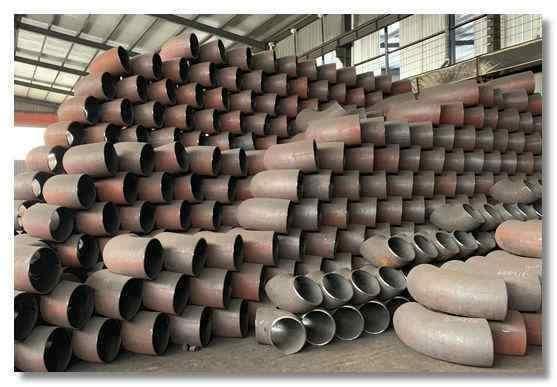
合金厚壁彎頭成形工藝有熱推、沖壓、擠壓等。熱推彎頭成形工藝是覺得合適而運用專用彎頭推制機、芯模和加熱裝置,使套在出產模型上的毛坯在推制機的推動下向前運動,在運動中被加熱、擴徑并彎曲成形的過程。管坯安擺安放在下模上,將內芯及端模裝入管坯,上模向下運動著手壓制,通過外模的約束和內模的支撐作用使彎頭成形。與熱推工藝相比,沖壓成形的外觀品質還不如前者。除上面所說的三種常用的成形工藝之外,無縫彎頭成形還有覺得合適而運用將管坯擠壓到外模后,再通過管坯內通球的成形工藝。但這種工藝相對復雜、操作麻煩,且成形品質還不如前述工藝,故較少覺得合適而運用。依照度數可以分為45度20G彎頭,90度20G彎頭和180度20G彎頭。國標厚壁彎頭主要應用于鍋爐管道、熱電廠等管道系統中,隨著電力安裝機組容量的不斷增大,主蒸汽等汽水兒管道預設也越來越厚,擘厚很多已達到70mm以上,傳統的管道焊接操作已不可以以稱心工廠化配管的需求,由于這個,必須改進厚壁彎頭的焊接工藝。以P91鋼厚壁彎頭為例,焊前預熱及層間溫度跟蹤。根據P91焊接性能的分析,必須嚴明控制焊前預熱溫度和焊縫層問溫度,TIG焊的預熱溫度挑選100~150℃,SMAW升溫至250~300℃,在整個兒焊接過程中,覺得合適而運用遠紅外測溫儀監控焊縫層間溫度。焊接時,覺得合適而運用充氬盡量照顧。P91鋼由于合金含量高,鐵流水動性差,根部易燒焦。,由于這個厚壁彎頭的焊縫很容易形成夾渣。現場覺得合適而運用角向磨光機徹底收拾,不可以運用榔頭、鏨子用力敲打,以免產生裂紋。另外,根據《焊接規程》要求:壁厚大于70m的焊口,必須進行層間檢檢查驗看看。當焊縫厚度達到20~25mm時停止焊接,立刻進行取暖等后熱處置,待RT檢檢查驗看看符合標準后連續施焊
Copyright ? 2019-2020 河北鹽浩彎頭生產廠家 版權所有 ICP備案號:冀ICP備2020029558號-4
河北鹽浩彎頭管件生產廠家主營:沖壓彎頭、焊接彎頭、無縫彎頭、彎頭廠家等各種類型的管件相關配件,規格齊全,價格優惠,歡迎選購。
地址:河北省滄州市鹽山縣 電話:15373317776
地址:河北省滄州市鹽山縣
電話:15373317776
企業郵箱:953635250@qq.com 業務QQ:953635250







