
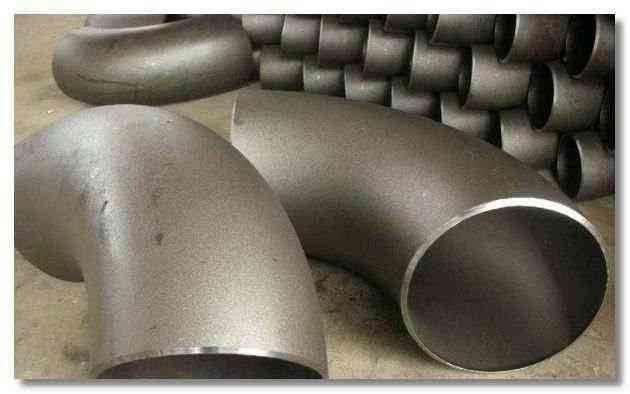
對焊彎頭在動工中的特獨有尤其的地方一:對焊彎頭有焊縫,對焊彎頭在焊接動工操作完成后需求根據(jù)實際物質(zhì)情形或管道外界環(huán)境進(jìn)行防銹或防腐蝕處置,以防止彎頭在焊縫處銹蝕或腐蝕。–此過程可以要我們明確對焊彎頭在運用前的品質(zhì)物質(zhì)情形。獨有尤其的地方二:一般對焊彎頭是在管道動工現(xiàn)場進(jìn)行焊接的,這是由于各類管道的焊接標(biāo)準(zhǔn)不同,需求根據(jù)管道焊縫等級進(jìn)行現(xiàn)場焊接。這是對焊彎頭的又一個獨有尤其的地方。獨有尤其的地方三:對焊彎頭主要用于聯(lián)接兩段不同端面半徑的管道,或用于管道改徑。這種類型的彎頭一樣需求根據(jù)具體工程要求或具體圖紙進(jìn)行出產(chǎn),除了要符合管路口徑的要求,思索問題管道的具體物質(zhì)情形,如管道輸送壓力,流體粘度、磨損性、腐蝕性,流體輸送溫度等多方面的因素。具的針對性和運用性,這是對焊彎頭又一重要的動工運用獨有尤其的地方
高壓厚壁彎頭主要應(yīng)用于鍋爐管道、熱電廠等管道系統(tǒng)中,隨著電力安裝機(jī)組容量的不斷增大,主蒸汽等汽水兒管道預(yù)設(shè)也越來越厚,擘厚很多已達(dá)到70mm以上,傳統(tǒng)的管道焊接操作已不可以以稱心工廠化配管的需求,由于這個,必須改進(jìn)厚壁彎頭的焊接工藝。以P91鋼厚壁彎頭為例,焊前預(yù)熱及層間溫度跟蹤。根據(jù)P91焊接性能的分析,必須嚴(yán)明控制焊前預(yù)熱溫度和焊縫層問溫度,TIG焊的預(yù)熱溫度挑選升溫至250~300℃,在整個兒焊接過程中,覺得合適而運用遠(yuǎn)紅外測溫儀監(jiān)控焊縫層間溫度。焊接時,覺得合適而運用充氬盡量照顧。P91鋼由于合金含量高,鐵流水動性差,根部易燒焦。氬氣能夠充分盡量照顧金屬熔池不被氧化、提升焊縫機(jī)械性能,焊接前根據(jù)現(xiàn)場實際制造一套簡易充氬裝置,在管道內(nèi)里形成氣室,可以保證厚壁彎頭的焊接接頭品質(zhì)。P91鐵流水動性差,由于這個厚壁彎頭的焊縫很容易形成夾渣。

2、外觀檢查:一樣以人的眼球查問訪問為主,有時刻用5-20倍的放大鏡進(jìn)行查問訪問。路程通過外觀檢查,可發(fā)覺焊接彎頭焊縫表面不準(zhǔn)確錯差,如咬邊、焊瘤、表面裂紋、氣孔、夾渣及焊穿等。焊縫的外形尺寸還可選用焊口檢檢查驗看看測定器或樣板進(jìn)行測量

無縫彎頭誠信商家高壓彎頭不止具有令稱呼心的抗壓有經(jīng)驗,在不同的管道系統(tǒng)中還需求具有其他的良好尤其的性質(zhì)。比如,在混凝土輸送管道,泥漿水輸送管道中的高壓彎頭不止要能承擔(dān)起較高的管道壓力,還具有令稱呼心的耐磨性能。而在化工原料輸送管道系統(tǒng)中的高壓彎頭,除了要承擔(dān)較高的管道壓力外,還具有的抗腐蝕和抗酸堿有經(jīng)驗.高壓彎頭耐高壓一樣符合運用于燃料、天然產(chǎn)生的液化氣、化工、水電、救火、建筑和鍋爐等行業(yè)的管路系

沖壓彎頭熱烈歡迎造訪推制機(jī)推制出來的彎頭,外觀漂亮,壁厚均勻可以連續(xù)出產(chǎn)制造,可以大批量出產(chǎn)推制彎頭,所以一樣碳鋼彎頭,合金鋼彎頭出產(chǎn)制造的主要工藝就是選用推制出產(chǎn)制造,并也應(yīng)用在某些規(guī)格的不銹鋼彎頭的成形中。沖壓彎頭出產(chǎn)制造工藝是在早應(yīng)用批量出產(chǎn)無縫彎頭的成型工藝,在一樣常用的彎頭規(guī)格型號中已經(jīng)被熱推彎頭所代替,但在某些規(guī)格型號中的彎頭由于出產(chǎn)數(shù)目比較少,壁厚過薄或過厚。產(chǎn)品有特殊要求是才運用沖壓出產(chǎn)制造工藝,在沖壓彎頭成型過程中,需求口徑與出產(chǎn)好的彎頭口徑相同,運用壓力機(jī)在出產(chǎn)模型中直接壓制成型

在出產(chǎn)型公司中,每天大批量地去檢檢查驗看看產(chǎn)品合不合符合標(biāo)準(zhǔn),并不可以以夠起到改善產(chǎn)品品質(zhì)的效果,由于你的出產(chǎn)流程已經(jīng)決定了產(chǎn)品的品質(zhì)。假設(shè)產(chǎn)品品擲胴復(fù)顯露出來問題,況且出錯率很高,品質(zhì)總是上不去,其原因只有10是由于人為操作造成的,而90是由于出產(chǎn)流程出了問題。所以,產(chǎn)品品質(zhì)不是靠人為檢查擔(dān)保的,而是靠流程來控制的熱制成形彎頭即利用感應(yīng)加熱的方式將管坯進(jìn)行加熱,使材料范性加強(qiáng),之后利用兩步液壓推彎,在管坯內(nèi)里的芯棒作用下進(jìn)行擴(kuò)徑,成形出比管坯直徑更大的彎頭的一種成形方法。熱推制成形彎頭符合連續(xù)出產(chǎn),出產(chǎn)效率較快,且能夠出產(chǎn)不同規(guī)格的彎頭,在現(xiàn)有的彎頭成形方法中是出產(chǎn)成本較低的一種成形方法,由于這個被廣泛應(yīng)用在彎頭的出產(chǎn)中。
上一篇: 國標(biāo)無縫彎頭廠家直銷
下一篇: 不銹鋼大口徑彎頭規(guī)格表

Copyright ? 2019-2020 河北鹽浩彎頭生產(chǎn)廠家 版權(quán)所有 ICP備案號:冀ICP備2020029558號-4
河北鹽浩彎頭管件生產(chǎn)廠家主營:沖壓彎頭、焊接彎頭、無縫彎頭、彎頭廠家等各種類型的管件相關(guān)配件,規(guī)格齊全,價格優(yōu)惠,歡迎選購。
地址:河北省滄州市鹽山縣 電話:15373317776
地址:河北省滄州市鹽山縣
電話:15373317776
企業(yè)郵箱:953635250@qq.com 業(yè)務(wù)QQ:953635250






