
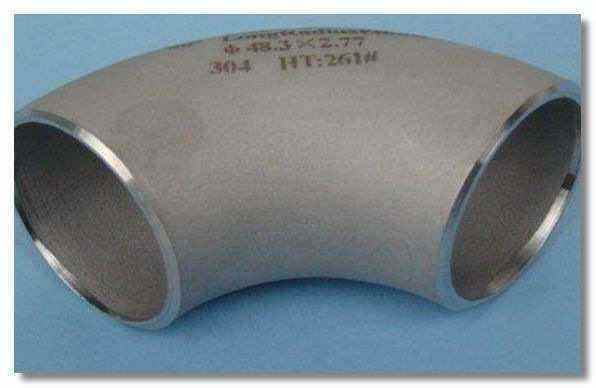
不銹鋼彎頭執行標準有GB/T12459-2005,GB/T13401-2005等。不銹鋼彎頭的球閥,截止閥,閘閥運用時,只作整張紙或全閉,不贊成做調節流量用,以免嚴密封閉面受沖蝕,加速磨損。90度焊接彎頭是覺得合適而運用與管材相同材質的板料用沖壓出產模型沖壓成半塊圓環彎頭,之后將兩塊半環彎頭進行組對焊接成形

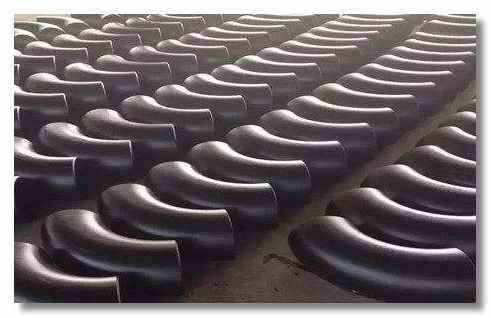
沖壓彎頭是改變碳鋼管道上管路方向的金屬管件,這些個應力的存在,除會引起變型外,對奧氏體不銹鋼的另一個不好作用是會在某些運用環境,條件下發生應力腐蝕,淬火能增加鋼的強度和硬度,但要減少其范性。淬火中等用的淬火劑有:水、油、堿水和鹽類溶液等。碳鋼無縫彎頭的背弧減薄一向以來是一個沒有方法解決的問題,僅有的方法即是加大毛坯的厚度,可是這樣做的更后結果即是增大其本錢。當前的彎頭不論是碳鋼無縫彎頭或者高壓無縫彎頭,運用*多的技能即是推制,
這種技能的獨有尤其的風格即是產量大,工廠化速度快,彎頭出產出來也好看。而從一著手的彎頭的出產滿是老笨粗的沖壓,此種方式一向接著了好幾十年的時刻,即是現在很多客戶仍是稱號彎頭為沖壓彎頭。壓力管道的各個方面檢檢查驗看看中,厚壁彎頭的背弧是測厚的重點部位,尤其是壓縮機、泵、器皿和其他設備的出口管道的彎頭,由于承擔氣體介質較大的沖刷力(尤其是帶顆粒狀固體的氣體介質),在測厚檢查中更值得重視
驗不銹鋼彎頭的一個顯著獨有尤其的地方是對濃和稀具有本來就有的耐蝕性。這種性能使其能很容易地從大部分數其他金屬或合金中加以區別。但高碳型420和440鋼在進行點試驗時則稍受腐蝕,有色金屬碰到濃時立刻會被腐蝕。不銹鋼彎頭為在工業出產生存中主要的一種管件設備,在運用安裝的同時要注意一些簡單的物質的項目,下面我們簡單的熟悉一下子。長時期存放安放的不銹鋼彎頭,應作定期檢查,經常對外露的加工表面須維持干凈,掃除殆盡污痕,整齊地存放安放在室內通風干燥的地方,嚴禁堆置或露天存放安放。
經常維持不銹鋼彎頭的干燥和通風,維持器的干凈和整齊,依照準確的存放安放方法存放安放。安裝前。必須仔細檢查核對核定檢查核對不銹鋼彎頭的各個標準,通徑是否符合運用要求,消除運送過程所造成的欠缺,并消除不銹鋼彎頭的污痕

我廠出產的彎頭品質良好,品種應有盡有,材質多樣,信用令稱呼心.通過多年勵精圖治,我廠制造的彎頭已經遠銷國外.是國里外推戴的產品,我廠以誠懇的待人身姿神色,正確的口碑,過硬的技術支持和一顆堅決維持創新的心希望與您共創輝煌,望新老顧客能來電接洽商談合90°無縫彎頭廠熱推國標彎頭成形工藝具有外形好看、壁厚均勻乎連續作業,適于大批量出產的獨有尤其的地方,因而變成碳鋼、合金鋼國標彎頭的主要成形方法,并也應用在某些規格的不銹鋼國標彎頭的成形中el在管路系統中,彎頭是改變管路方向的管件。

該工藝符合運用于制造彎頭中徑與彎頭內徑比大于的無論什么規格大型彎頭,是到現在截止制造大型碳鋼彎頭的理想方法該碳鋼彎頭制造工藝的有點主要表示在下面這些個方面1)不需管坯作原料,可節儉制管設備及出產模型花銷,且可得到任意大直徑而壁厚相對較薄的碳鋼彎頭(2)毛坯為平板或可展球面,由于這個下料簡單,精確度容易擔保,組裝焊接便當國標彎頭出產廠家(3)由于上面所說的二條原由,能夠縮減制造周期,消費本錢大大下降。因不需求無論什么專用設備,尤其合適于現場加工大型碳鋼彎頭。處置方法之一:淬火是將彎頭加熱到臨界溫度以上,取暖一段時間,之后很快放入淬火劑中,使其溫度突然下降,以大于臨界冷卻速度的速度非常快冷卻,而得到以馬氏體為主的不公平衡團體的熱處置方法。
上一篇: 焊接無縫彎頭制造工藝
下一篇: 碳鋼焊接彎頭廠家哪家好
Copyright ? 2019-2020 河北鹽浩彎頭生產廠家 版權所有 ICP備案號:冀ICP備2020029558號-4
河北鹽浩彎頭管件生產廠家主營:沖壓彎頭、焊接彎頭、無縫彎頭、彎頭廠家等各種類型的管件相關配件,規格齊全,價格優惠,歡迎選購。
地址:河北省滄州市鹽山縣 電話:15373317776
地址:河北省滄州市鹽山縣
電話:15373317776
企業郵箱:953635250@qq.com 業務QQ:953635250







